
Model SDS-15 & SDS-60 Helical Decorticators.
This technology has been developed in cooperation with Utopia Hemp and Global Earth Products. ( All Rights Reserved ca. 2018 )
The SDS 15 Decorticator is available in formal engineering CAD 3D and 2D formats for manufacturing with complete shop drawings and full engineering on line support..
Powered by two 7.5 HP motors, this machine can deliver 2 tons per hour or more with continuous duty thanks to the forced air cooling system keeping the roller temperatures below the ignition point of the entrained biomass.
The transmission as shown provides 400 RPM to the rollers and is powered by a standard 15 HP VFD..
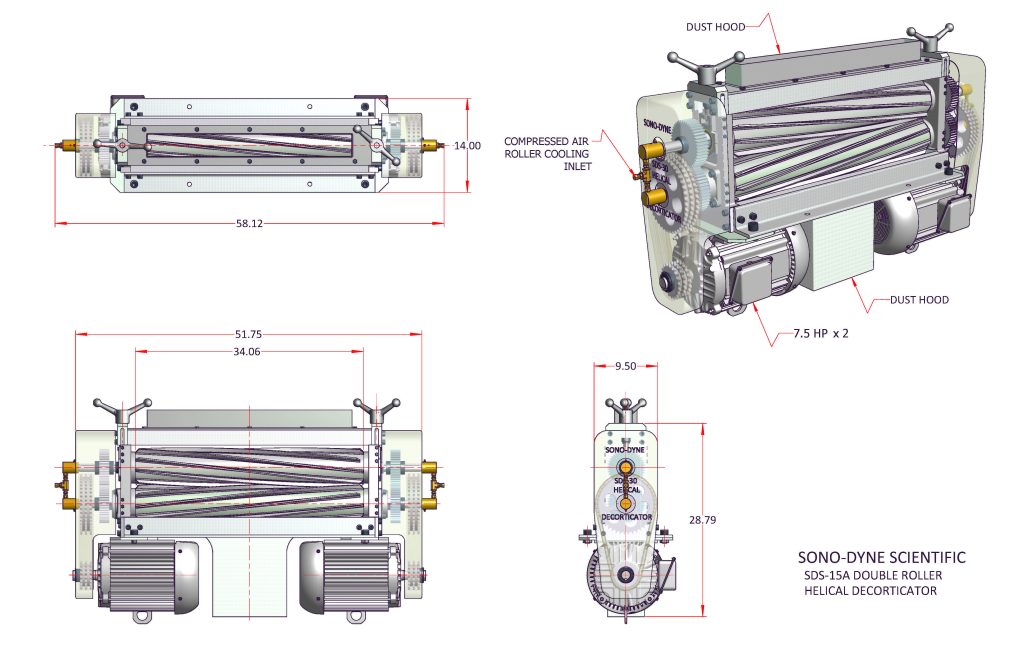
Fire Safety Code heat hazards are mitigated by cooling the rollers with compressed air periodically pumped through the rollers keeping the temperatures from reaching the ignition point of the biomass.
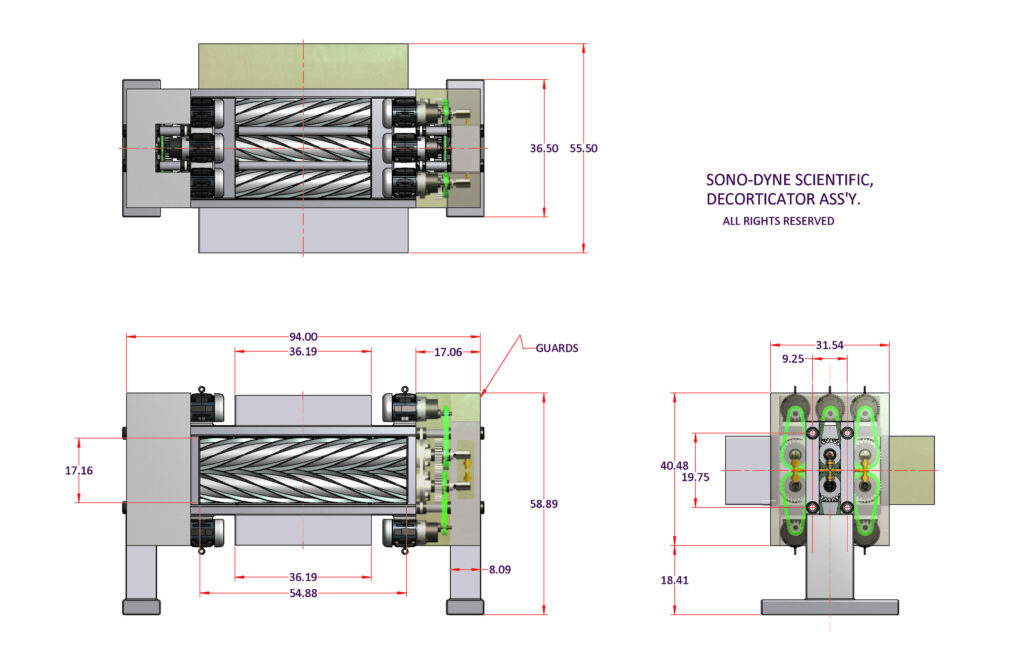
Our Heavy Duty SDS-60 Aggressively breaks Lignin Bonds in Biomass Fiber with true 3D Differential Shearing.
True 3D Differential Shearing of biomass stalks provides the traditional Decortication, Scutching and Hackling in a single machine.
This vital attribute is accomplished by introducing an RPM differential between each pair sets of the rollers. by approximately 100 RPM.
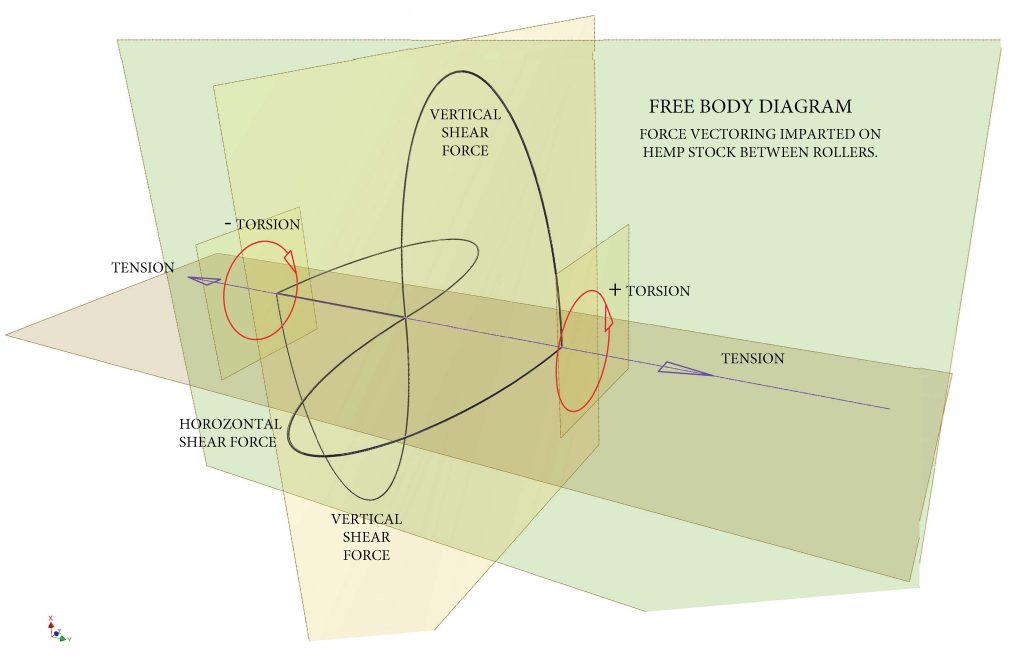
60 HP powers six helically splined rollers with each vertical pair spinning at 200, 300 and 400 RPM respectively providing the RPM differentials needed to strain the entrained biomass fibers geometrically as shown in the free body diagram below. The torque is provided by 12 gearmotors rather than a single gearmotor.
Rotary Air Unions on each roller allows cooling air through them as they spin in real time at a reduced volume, then increased as the temperature rises.
Dangerous heat loading is thus abated in process with compressed air flowing through the rollers keeping them under the ignition temperature of the biomass.
These curves represent the magnitudes of the shearing forces imparted to the biomass stalks as they pass through an array of spinning helical rollers. The helical splines on the rollers mesh together to provide positive gripping and shearing forces to the biomass stalk morphology with passage through the rollers..
Helical Splined Rollers. 60″ long x 8″ Dia. are forced air cooled keeping temperatures below the ignition point of the hemp biomass before ejection at velocities of 100 ft / sec. or better. A throughput of 3 ton / hour is a conservative estimate depending on biomass moisture content.
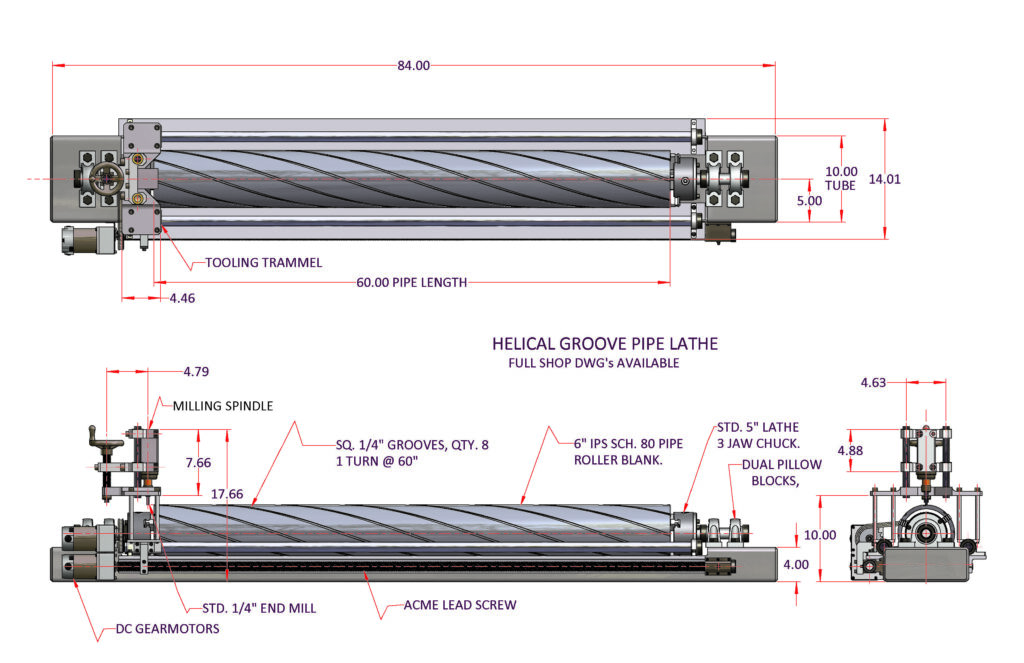
The helically splined rotors are fabricated with our unique lathe tooling fixture as welded assemblies previously not thought possible without CNC machining from a solid billet.
The helical splines are fitted and welded to the compound curve surface of machined helical grooves into the pipe with 1.25″ x 0.25 flat bar.
CNC machining these splined rotors out of solid bar stock is horrendously expensive, so we have designed a lathe tooling fixture allowing using standard sch. 80 6″ IPS Pipe up to 60″ for the roller main tube.
The power delivery strategy is using 12 AC motors are 3 phase 575 VAC5HP @ 1800 RPM each driving a Boston reduction gearbox, then a 3:1 Roller Chain Drive Reduction thereafter delivering up to 60 HP if called upon. The gearmotor plurality approach provides a compact modular unit design rather than a single 60 HP motor mounted externally on the floor.
Specifications
Approximate Mfg. Cost and Commissioning = $150k U.S.
Weight; 6,600 lbs.
Power: 60 HP 575 VAC @ 80A Outside Dimensions: 94″ x 55″ x 58″
Throughput: 2 to 5T / Hr. moisture content dependent.
Our roller rmanufacturing fixture enables making helical rollers without expensive CNC machining using traditional welding shop fabrication.
The Helical Roller assembly fixture consists of a custom made lathe with provisions of transferring helical spiral geometry onto the surface of a length of pipe to which a standard end mill cutter spindle head follows said geometry in both directions
Once the pipe is chucked up securely, the cutting sequence for the entire roller pipe is automated from start to finish and will enable welding the flat bar into the grooves while the pipe is still held between the two chucks.
The end mill cuts a 1/4″ square helical groove into the pipe wall.in two passes, then indexes a rotation to the pipe for the next groove position and repeats the cut. This sequence is repeated for any number of grooves.
The only other viable way of making helical splined rollers is with CNC machining out of solid billet or block of steel which is horrendously expensive and wasteful in material and time. It acts as a major heat sink and holds a high thermal load.. Fire from the dust is imminent with prolonged use over time..
This fabrication fixture for making the helical splined rollers is an investment for those planning to manufacture this equipment.
Full fabrication documentation for this tooling fixture with electrical controls is available with IP license.
The control logic is provided by a pair of VFD’s and some outboard relay ladder logic for operator controls and prompts.